ENTWICKLUNG NACH IHREN ANFORDERUNGEN
Unsere Anlagen und Systeme sind stets auf die Separation und Filtration zur Reinigung von Flüssigkeiten ausgelegt. Diese werden entweder für die Verwendung in Neubauten entwickelt oder in bereits bestehende Anlagen intergriert. Hieraus ergeben sich Sonderlösungen, die nach ihren speziellen Bedürfnissen gefertigt werden. Sonderlösungen umfassen sowohl die technischen Elemente als auch bauliche Entwicklungen, die sich aufgrund von verfahrenstechnischen Anpassungen ergeben.
Gemeinsam mit unserer Forschungs- und Entwicklungsabteilung fertigen wir individuelle Anlagen, die exakt für die jeweilige Anforderung ausgerichtet sind. Die Entwicklungsphase wird mitunter durch Fallstudien begleitet, in der die gewünschte Effektivität bis zur Anlagenreife getestet wird.
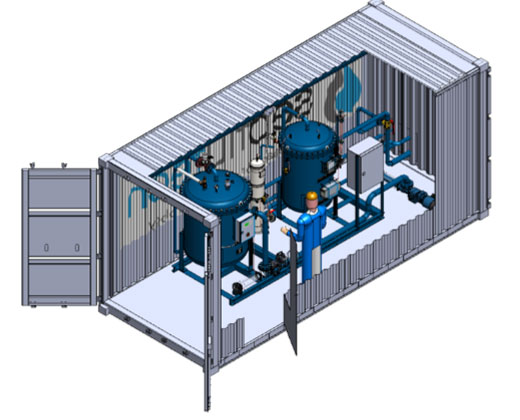
Nachfolgend stellen wir Ihnen unsere Separationsanlagen kombiniert mit zusätzlichen Aufbereitungsstufen wie z.B. Automatikfilter, pH-Mess- und Dosierstation, Membranfiltration und Aktivkohlefilter vor.